1.噴涂底漆
底漆涂層是整個(gè)涂層的基礎(chǔ),汽車涂層與金屬的結(jié)合力和防腐蝕主要是靠它來實(shí)現(xiàn)。底漆應(yīng)選用防銹性能強(qiáng)(鹽霧≥500h),與基材的附著力強(qiáng)(能同時(shí)適應(yīng)多種基材),與中涂或面漆結(jié)合力好,涂膜機(jī)械性能好(沖擊≥50cm,韌性≤1mm,硬度≥0.5)的涂料作為底漆。
采用空氣噴涂的方法(也可選用高壓無氣噴涂)噴涂底漆,可采用濕碰濕的方法連噴二道,施工粘度20-30s,每道間隔5-10min,噴完后閃蒸5-10min進(jìn)烘房,底漆干膜厚度40-50μm 。
2.刮膩?zhàn)?/span>
刮膩?zhàn)拥哪康氖窍煌课锏牟黄秸取?/span>
膩?zhàn)討?yīng)刮在干透的底漆層上,一次涂刮的厚度一般不超過0.5mm,應(yīng)采用新型的大面積刮涂膩?zhàn)臃ā_@種方法膩?zhàn)右仔纬纱竺娣e平整,在不影響生產(chǎn)進(jìn)程的前提下,提議每刮一次膩?zhàn)泳鶓?yīng)干燥后打磨平整,然后再刮下一次膩?zhàn)樱佔(zhàn)右怨?-3次為好,先厚刮再薄刮,這樣可增強(qiáng)膩?zhàn)訉拥膹?qiáng)度和進(jìn)一步提高平整度。
采用機(jī)器打磨膩?zhàn)拥姆椒ǎ凹堖x用180-240目。
3.噴涂中涂
采用靜電噴涂或空氣噴涂法,噴涂中涂,能提高涂層的抗石擊性,提高與底漆的附著力,改善被涂物表面的平整度和光滑度,以提高面漆的豐滿度和鮮映性。
中涂一般濕碰濕連續(xù)噴涂二道,施工粘度18-24s,每道間隔5-10min,噴完后閃蒸5-10min進(jìn)烘房,中涂干膜厚度40-50μm。
4.噴面漆
采用靜電噴涂或空氣噴涂法,噴涂的汽車面漆,能形成耐候性、鮮映性和光澤優(yōu)良的漆膜。
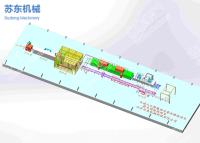
由于工程機(jī)械范圍廣、規(guī)格多、整機(jī)重、零部件大, 一般采用噴涂方式進(jìn)行涂裝。
噴涂工具有空氣噴槍、高壓無氣噴槍、空氣輔助式噴槍及手提式靜電噴槍。空氣噴槍噴涂效率低( 30% 左右) , 高壓無氣噴槍浪費(fèi)涂料,兩者共同的特點(diǎn)是環(huán)境污染較嚴(yán)重, 所以已經(jīng)和正在被空氣輔助式噴槍和手提式靜電噴槍所取代。
如世界工程機(jī)械公司———美國卡特彼勒公司就采用空氣輔助式噴槍進(jìn)行噴涂, 對(duì)發(fā)動(dòng)機(jī)罩等薄板覆蓋件則采用手提式靜電噴槍。工程機(jī)械用涂裝設(shè)備一般采用較為先進(jìn)的水旋噴漆室。
中小零部件也可采用水簾噴漆室或無泵噴漆室, 前者具有先進(jìn)的性能, 后者經(jīng)濟(jì)實(shí)惠, 方便實(shí)用。由于工程機(jī)械整機(jī)和零部件較重?zé)崛萘看? 因此, 其防銹涂層的干燥, 一般采用烘烤均勻的熱風(fēng)對(duì)流的烘干方式。熱源可因地制宜, 選用蒸汽、電、輕柴油、天然氣和液化石油氣等。
備")