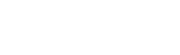
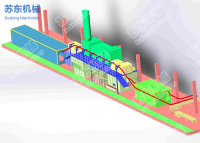
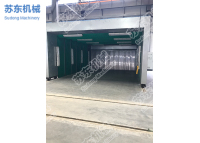
噴粉設(shè)備廠家漆前表面處理工藝
為了獲得精致涂層,涂漆前需對被涂物表面進(jìn)行的前處理工作,均稱為漆前表面處理。漆前表面處理是涂裝工藝的基礎(chǔ),它對整個(gè)涂層的質(zhì)量有著很大的影響,主要包括表面清理(除油,除銹,除塵等)和磷化處理兩個(gè)部分。
表面清理有一下幾種方法:
(1)用熱堿液清洗和用有機(jī)溶劑擦洗除去油污;在玻璃鋼表面先用320-400目砂紙先打磨,然后用有機(jī)溶劑清洗除去脫膜劑;車身表面的黃銹應(yīng)用磷酸配制的清洗液擦洗,以保證涂層有優(yōu)良的防腐蝕性,以及涂層與被涂物表面有良好的附著力。
(2)對經(jīng)清洗過的被涂金屬制件表面進(jìn)行各種化學(xué)處理以提高漆膜的附著力和耐腐蝕性能。對鋼板制件進(jìn)行特種化學(xué)處理,以提高漆膜和基材的結(jié)合力。
(3)采用機(jī)械方法清除被涂物的機(jī)械加工缺陷和創(chuàng)造涂膜所需的粗糙度。磷化處理方式有整體噴射和整體浸式。采用薄膜型鋅鹽快速磷化處理,磷化膜質(zhì)量1-3g/m,膜厚1-2μm,結(jié)晶粒度1-10μm,可采用低溫25-35℃或中溫50-70℃進(jìn)行磷化。
備")